
फोर्जिङ प्लान्टहरूमा नि:शुल्क फोर्जिङको लागि सुरक्षा आवश्यकताहरू
फोर्जिङ कारखाना नि:शुल्कफोर्जिङफोर्जिङ प्रशोधन, मुख्यतया फोर्जिङ ह्यामर र प्रेस दुई प्रकारको माध्यमबाट, टोंग जिन सटीक फोर्जिंग कारखाना नि: शुल्क फोर्जिंगको सुरक्षा सञ्चालन आवश्यकताहरू परिचय गर्न।
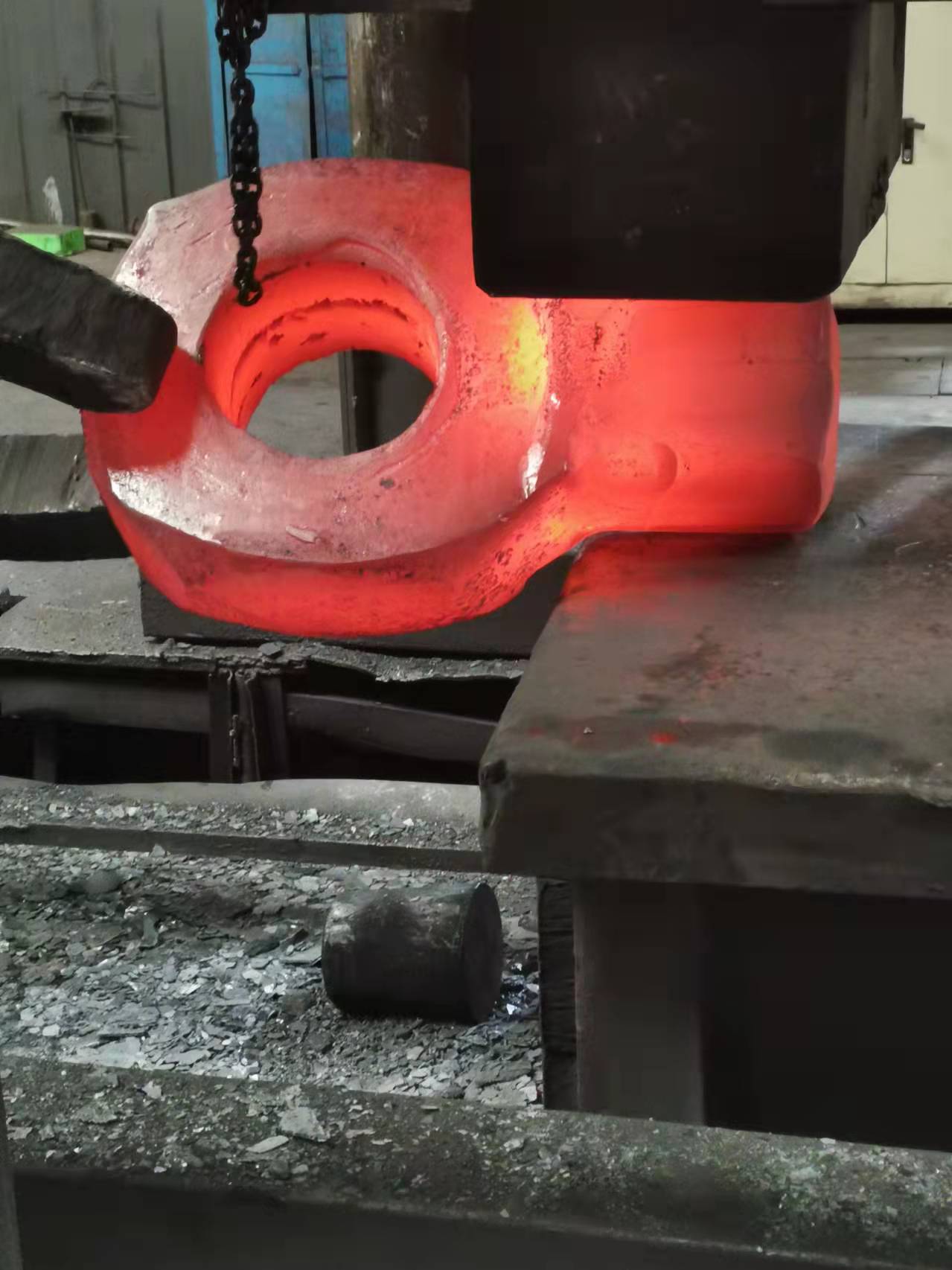
नि:शुल्क फोर्जिङ गर्नुअघि फोर्जिङ पसलले प्रत्येक फास्टनिङ जडान भागको बोल्ट, नट, पिन आदि खुकुलो वा भाँचिएको छ कि छैन र एभिल ब्लक, ह्यामर हेड, ह्यामर रड र झुकेको वेजको संयोजनमा दरार छ कि छैन भनी सावधानीपूर्वक जाँच गर्नुपर्छ। फोर्जिङ ह्यामर सुरु गर्नु अघि। यदि कुनै समस्याहरू फेला पर्यो भने, तिनीहरू समयमै समाधान गरिनुपर्छ, र स्नेहन र तेल खुवाउने अवस्था जाँच गर्नुहोस्। एयर ह्यामर कन्ट्रोल ह्यान्डल खाली स्थानमा राख्नु पर्छ, र स्थिति पिन सम्मिलित गरिएको छ, र त्यसपछि सुरु गर्न सकिन्छ, र 3 ~ 5 मिनेटको लागि खाली अपरेशन। स्टीम एयर फ्रि फोर्जिङ ह्यामरले सुरु गर्नु अघि सिलिन्डरमा कन्डेन्सेट पानी बहिष्कार गर्नुपर्छ, र निकास भल्भ काम गर्नु अघि पूर्ण रूपमा खोल्नु पर्छ, र त्यसपछि इन्टेक भल्भलाई थोरै खोल्नु पर्छ, ताकि ग्यास पाइप प्रणाली मार्फत भाप हावा भल्भलाई प्रि तताउन र त्यसपछि। बिस्तारै इनटेक भल्भ खोल्नुहोस्, र पिस्टन धेरै पटक खाली गर्नुहोस्।
जाडोमा फोर्जिङ्स कारखानामा ह्यामर रड, ह्यामर र एभिल ब्लकलाई पूर्व तताउनको लागि, प्रि तताउने तापक्रम १०० ~ 150â हुन्छ। फोर्जिङ ह्यामर सुरु गरिसकेपछि, पाम फिटरको निर्देशन र अपरेशनको आवश्यकताहरू अनुसार अपरेशनमा ध्यान केन्द्रित गर्न आवश्यक छ, र कुनै पनि समयमा अवलोकनमा ध्यान दिनुहोस्। यदि अनियमित आवाज वा असामान्य घटनाहरू जस्तै सिलिन्डर हेड चुहावट फेला पर्यो भने, मेसिनलाई मर्मतको लागि तुरुन्तै रोकिनुपर्छ। सनकी फोर्जिङ, एयर स्ट्राइक वा तल्लो तापक्रममा भारी स्ट्राइक, पातलो बिलेट, एभिलमा अक्साइड छाला हटाउन कुनै पनि समयमा बेवास्ता गर्नुहोस्, ताकि एभिल सतहमा चोटपटक वा क्षति नहोस्। वर्कपीसको साइज नाप्दा वा उपकरण परिवर्तन गर्दा, अपरेटरले गलत स्टेपिङबाट बच्न आफ्नो खुट्टा पेडलबाट निकाल्नुपर्छ।
फोर्जिङको काम सकिएपछि, ह्यामरको टाउकोलाई सहज रूपमा तल राख्नुपर्छ, इनलेट र निकास भल्भहरू बन्द गर्नुपर्छ, एयर ह्यामरले स्विच खोल्छ, र सिफ्टको काम राम्रोसँग गर्नुपर्छ।
नि:शुल्क फोर्जिङ गर्नुअघि फोर्जिङ पसलले प्रत्येक फास्टनिङ जडान भागको बोल्ट, नट, पिन आदि खुकुलो वा भाँचिएको छ कि छैन र एभिल ब्लक, ह्यामर हेड, ह्यामर रड र झुकेको वेजको संयोजनमा दरार छ कि छैन भनी सावधानीपूर्वक जाँच गर्नुपर्छ। फोर्जिङ ह्यामर सुरु गर्नु अघि। यदि कुनै समस्याहरू फेला पर्यो भने, तिनीहरू समयमै समाधान गरिनुपर्छ, र स्नेहन र तेल खुवाउने अवस्था जाँच गर्नुहोस्। एयर ह्यामर कन्ट्रोल ह्यान्डल खाली स्थानमा राख्नु पर्छ, र स्थिति पिन सम्मिलित गरिएको छ, र त्यसपछि सुरु गर्न सकिन्छ, र 3 ~ 5 मिनेटको लागि खाली अपरेशन। स्टीम एयर फ्रि फोर्जिङ ह्यामरले सुरु गर्नु अघि सिलिन्डरमा कन्डेन्सेट पानी बहिष्कार गर्नुपर्छ, र निकास भल्भ काम गर्नु अघि पूर्ण रूपमा खोल्नु पर्छ, र त्यसपछि इन्टेक भल्भलाई थोरै खोल्नु पर्छ, ताकि ग्यास पाइप प्रणाली मार्फत भाप हावा भल्भलाई प्रि तताउन र त्यसपछि। बिस्तारै इनटेक भल्भ खोल्नुहोस्, र पिस्टन धेरै पटक खाली गर्नुहोस्।
जाडोमा फोर्जिङ्स कारखानामा ह्यामर रड, ह्यामर र एभिल ब्लकलाई पूर्व तताउनको लागि, प्रि तताउने तापक्रम १०० ~ 150â हुन्छ। फोर्जिङ ह्यामर सुरु गरिसकेपछि, पाम फिटरको निर्देशन र अपरेशनको आवश्यकताहरू अनुसार अपरेशनमा ध्यान केन्द्रित गर्न आवश्यक छ, र कुनै पनि समयमा अवलोकनमा ध्यान दिनुहोस्। यदि अनियमित आवाज वा असामान्य घटनाहरू जस्तै सिलिन्डर हेड चुहावट फेला पर्यो भने, मेसिनलाई मर्मतको लागि तुरुन्तै रोकिनुपर्छ। सनकी फोर्जिङ, एयर स्ट्राइक वा तल्लो तापक्रममा भारी स्ट्राइक, पातलो बिलेट, एभिलमा अक्साइड छाला हटाउन कुनै पनि समयमा बेवास्ता गर्नुहोस्, ताकि एभिल सतहमा चोटपटक वा क्षति नहोस्। वर्कपीसको साइज नाप्दा वा उपकरण परिवर्तन गर्दा, अपरेटरले गलत स्टेपिङबाट बच्न आफ्नो खुट्टा पेडलबाट निकाल्नुपर्छ।
फोर्जिङको काम सकिएपछि, ह्यामरको टाउकोलाई सहज रूपमा तल राख्नुपर्छ, इनलेट र निकास भल्भहरू बन्द गर्नुपर्छ, एयर ह्यामरले स्विच खोल्छ, र सिफ्टको काम राम्रोसँग गर्नुपर्छ।
सोधपुछ पठाउनुहोस्



X
हामी तपाईंलाई राम्रो ब्राउजिङ अनुभव प्रदान गर्न, साइट ट्राफिक विश्लेषण र सामग्री निजीकृत गर्न कुकीहरू प्रयोग गर्छौं। यो साइट प्रयोग गरेर, तपाईं कुकीहरूको हाम्रो प्रयोगमा सहमत हुनुहुन्छ।
गोपनीयता नीति